.JPG)

.JPG)

The location of the site for the construction of a biogas plant – Bziv village, Baryshivska district, Kyiv region, as part of the operating farm (cattle).
Land plot area – 0.8 ha (private property)
Electric power of biogas plant – 330 kW.
The plant was commissioned in April 2018. Electricity generation started in January 2019.
The finished products of the plant:
- Green Tariff electricity
- Thermal power
- Fertilizer related products
From the end of 2014 to January 2018, the capacity of biogas plants generating electricity at “green” tariff almost tripled: from 14 MW to 40 MW. The industry was being developed especially dynamically in 2017: from 21 MW at the end of 2016 to 35 MW at the end of 2017. In addition, 4.8 MW of biogas capacities additionally earned at “green” tariff in January 2018. In total, at the end of the 1st quarter of 2019, 51 MW of biogas capacities were installed in Ukraine on agricultural wastes and waste deposits.
About 15 MW of the total installed capacity are biogas plants that operate at solid waste landfills; about 36 MW relate to the capacity producing biogas from agricultural waste.
In addition, Bill No. 8449-d adopted by Parliament on April 25 to introduce an auction system provides for the maintenance of the current “green” tariff for electricity received from biogas until 2030.
Production. Description of the production site
Production Technology and Raw Material Base
The project is being implemented on the territory of an operating farm, the main activity of which is cattle breeding.
Biogas production technology is focused on the aerobic digestion of organic waste, in this case, cattle manure, which is the gradual oxidation of carbon compounds, and carried out by various groups of anaerobic microorganisms in stages.
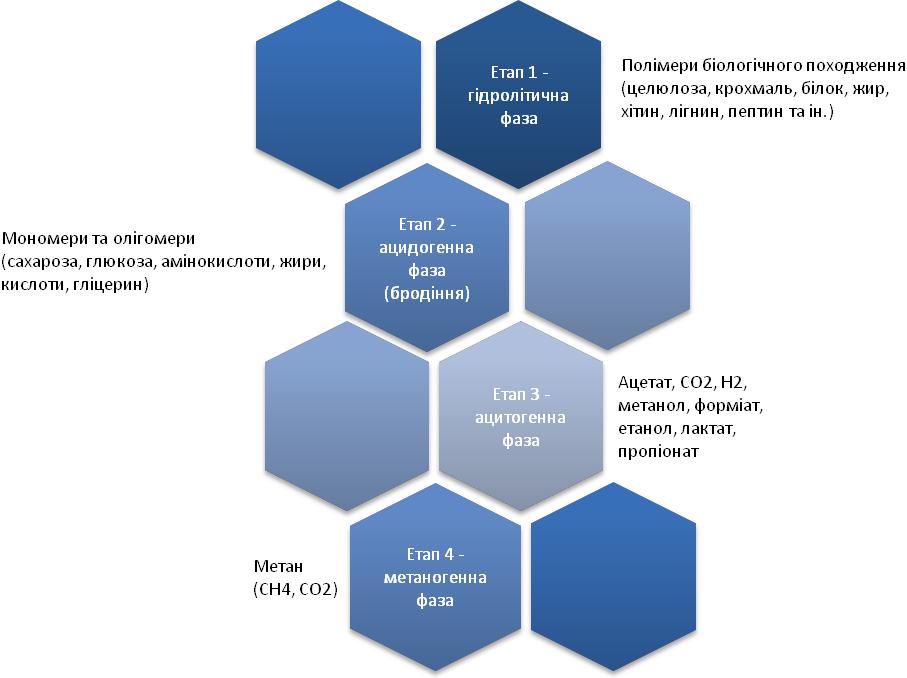
The last link in 4 stages of oxidation is the formation of methane. Methane is synthesized by a specific group of bacteria that form methane.
In the processing of organic raw materials in anaerobic bioreactors, ecosystems are artificially created and maintained for the conversion of organic substrates into biogas. Due to high concentrations of organic substances, their rapid use by microorganisms is achieved with a constant supply of fresh raw materials, their metronomic mixing and maintaining a constant temperature of process.
Such conditions cause the mass development of all organisms involved in the phased anaerobic organic matter breakdown, including methanogenic bacteria. Small amounts of oxygen brought by the incoming raw materials are quickly used by aerobic and optionally anaerobic microorganisms. In order to achieve fast conversion of complex organic matters (from incoming products) to methane, the technology provides a large number of cells in the bioreactor – a concentration of 5.2-6.8 × 1010 cells. / G, 2.5 × 1011 cells / G, 1 × 105-1 × 1010 cells / ml
In general, biogas plant technological systems automatically control all vital parameters of anaerobic digestion of organic matters (temperature, pH, required amount of incoming raw materials, mixing). Produced biogas is accumulated in gas tanks and, after preparation, is used as fuel in gas-piston engines of a generating unit.
Manufacturing scheme of biogas plant
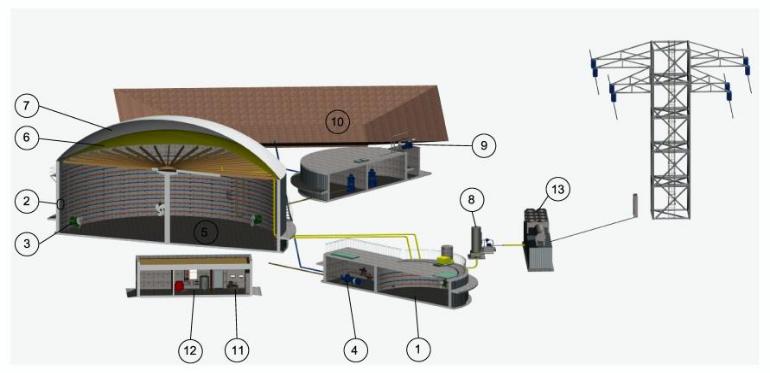
The manufacturing scheme of biogas plant 330 kW is shown on the figure below. At the same time, the biogas plant works according to the following principle:
- The waste enters the receiving tank (1), where it is pre-accumulated, heated (2) and thoroughly mixed (3).
- The parts of raw materials delivery system (4) includes: a) pumping equipment designed for supplying organic raw materials to biogas plant, unloading reformed biomass and returning the filtrate; b) macerators – to grind raw materials and prevent the raw materials delivery system from solid foreign matters (stones) getting into it.
- 4-6 times a day, using a special pump for liquid substrates, the raw materials are supplied to the fermenter (5), which is a gas-tight, sealed basin. Fermenters are made of monolithic reinforced concrete. In order to maintain a stable temperature inside, the fermenter is equipped with a bottom and wall heating system (2) using a heat distribution unit (12). In order to control the hermetic state of the walls and the bottom, a drainage system is installed (with a perforated pipe), the operation of which is controlled through inspection wells.
- The substrate is constantly mixed with the help of low-speed mechanical mixers (3), which guarantee complete and gentle mixing.
- The reformed substrate is unloaded through the pipeline provided in the bottom of the fermenter (5), automatically with the same frequency as the load.
- The operation of the entire biogas plant is ensured by the commands of the automation system (11). Two modes of organization and control of the biogas plant system are used: a) program timing control of technological phases, which is carried out at time intervals and synchronized between systems; b) automatic control by instrumentation (automatic control systems for limit or emergency values of technological operations are organized according to this principle).
- Biogas is collected in a gas holder (6), used as a gas-tight coating of the fermenter, and performs the function of gas accumulating.
- The outer dome (7) is highly resistant to ultraviolet and arson and extreme tensioning. High elasticity provides reliable fixation of the structure.
- Biogas is discharged through a pipeline (8), which is equipped with automatic condensate drainage devices and fuses that protect the gas holder (6) from exceeding the permissible pressure.
- The gas holder (6) supplies biogas to cogeneration unit or gas purification system.
- A generating unit converts biogas into electrical (and thermal) energy, which is supplied to an external electrical network.
- The processed substrate is fed to the separator (9) after installation.
- The mechanical separation system works 4-6 times a day and is able to provide separation of fermentation residues, left after the fermenter processing, into solid and liquid bio-fertilizers.
Raw materials
The raw material base for electricity production is farm waste – cattle manure, as well as corn silage. But the technology provides for the transition to other raw materials (the transition affects only the “operation increasing" stage, that is, time must pass before the new raw materials begin to provide operation at full capacity).
Nowadays the plant operates on whey, which it accepts for recycling from an international company.
Crew
At the moment, the plant has a director and four operators who work in shifts to maintain the plants operation non-stop.
Finance/Investing
The investor is invited to consider the purchase of an asset from two points:
As an operating business with a payback of 5.5 years
Optimistic scenario
Investment: € 1,200,000 for 100% corporate rights
EBITDA (for 5 years): € 1,500,000
Net profit: € 990,000
IRR – 18%
Payback period: 4.75 years (discounted 5.5 years)
As an experimental/demonstration site in the field of alternative energy.
Pessimistic scenario
Investment: € 1,200,000 for 100% corporate rights
EBITDA (over 5 years): € 840,000
Net profit: € 425,000
IRR – 4%
Payback period: 8.66 years (discounted 12.3 years)
The positive and negative scenarios are influenced by one factor – the cost of raw materials. In the positive scenario, it is free (for the future, the option of recycling fees from suppliers of raw materials is considered, which will be an additional income for the plant), in the negative one, the cost of raw materials is taken at a maximum price of € 4 per ton.
